«Продуктивність визначається не лише тим, наскільки швидко пилка переміщається у деревині, а й часом подавання кругляка на раму, часом на забирання відпиляної дошки. Якщо рамник не хоче пильно стежити за пристроєм, ви зможете перевірити, коли не були дотримані ці параметри і скільки браку це спричинило»
Коли Янош Урбан, власник підприємства «А-ЛАП», почав займатися стрічковими пилками, йому було 35 років. На той момент він нічого про них не знав. Проте відтоді минуло багато часу і нині вони стали сенсом його життя.
З такого маленького історичного екскурсу розпочався захоплюючий семінар «Переваги стрічкових пилок «А-ЛАП», організований цією компанією. Проте незважаючи на назву говорили головно не про переваги пилок компанії, а про те, від чого взагалі ламаються пилки і чи справді погане розпилювання – це їхня вина?
Вів семінар сам Янош Урбан, який кожне питання детально пояснював за допомогою схем, а допомагав перекладом йому в цьому Роберт Черешня, фінансовий менеджер компанії.
Маючи певний досвід щодо стрічкових пилок, пан Янош упевнений, що на кожному деревообробному підприємстві, яке спеціалізується на розпилюванні деревини стрічковими пилками, виникають дві основні проблеми в процесі роботи. Перша – проблема із рівним пропилом, тобто пилка утворює «хвилю» і не забезпечує випилювання матеріалу необхідної товщини. Друга – це коли на пилках з’являються тріщини і розриви. Якщо таких проблем немає, то можна прагнути тільки підвищити продуктивність.
Незважаючи на багатий досвід, тільки недавно пану Урбану вдалося сформулювати одним реченням процес розпилювання деревини: саме розпилювання – це не що інше, як зустріч двох протилежних сил, і, якщо вони розташовані в одній площині, то проблем із утриманням заданої товщини виникати не повинно. Проте якщо така проблема все-таки є, то що її спричинює?
Недотримання товщини: проблема в пилці
«Припустімо, що це є рівною лінією, – розповідає пан Янош, малюючи при цьому схематично пилораму. – З одного боку, маємо колоду, з іншого – стрічкову пилку. Залежно від типу обладнання або колоду штовхаємо до пилки, або пилку до колоди. Якщо ці дві сили зустрічаються в одній площині, то в принципі ми не можемо нарізати браковані пиломатеріали».
Кожна пилорама має власну потужність. Це залежить від двигуна, який на ній встановлений, від конструкції пилорами, від стрічкової пилки, яка на ній працює. Коли верстат тільки запускають, з’являється своєрідна вібрація, яка є побічною силою і штовхає пилку в різні боки. Кількість і величина цих побічних сил залежить від конструкції верстата та виробника цього обладнання. Навіть биття «коліс» стрічкопилкового верстата, залежно від того, наскільки воно збалансоване в статично-динамічному напрямку, впливає на виштовхування пилки. Вібрація, яка при цьому утворюється, знову ж таки, може спричинити появу тріщин на пилках.
Коротко нагадаємо, що таке статично-динамічне балансування. Динамічне балансування роблять на колесах автомобіля, тобто вагу встановлюють і з однієї, і з другої естакади. Статичне балансування полягає у тому, що з кожного боку здійснюють вирівнювання вагою, щоб шків міг зупинитися у будь-якому положенні. Якщо такі відхилення не відкореговані, то відхилення товщини пиломатеріалу перевищуватиме допустимі межі.
Перша проблема, яка спричиняє такий дефект, – нерівна поверхня полотна самої пилки.
«Маємо стрічкову пилку, яка повинна бути ідеально симетричною з обох боків, – пояснює пан Янош, знову малюючи для кращого сприйняття інформації схему. – Це зумовлене тим, що коли пилка з колодою зустрінеться, а зуб при цьому несиметричний, то її виштовхуватиме або в один, або в інший бік. Розглянемо основні чинники, які можуть викривити пилку в котрийсь із боків. Коли стрічкова пилка входить у деревину, під час розпилювання утворюється тирса, яка може або виноситися, або збиратися на поверхні дошки. Якщо саме полотно пилки по площині не є ідеально рівним, то коли ми починаємо різати, пилка проходить вперед і задню її частину починає викривлювати в той бік, де вона має нерівність, а верхню частину – в протилежний за рахунок тирси, яку не можна нормально вивести. Цей ефект і є тією побічною силою, яка виштовхуватиме пилку вбік».
Щоб цьому запобігти, стрічкові пилки «А-ЛАП» виготовляють так, щоб поверхня була рівною з точністю до 0,02 мм.
Друга проблема, яка спричиняє нерівний різ, – коли сам зуб чи різальна частина або розведені, проплющені чи застеллітовані не симетрично, або загострені не симетрично.
Якщо різальна частина зуба не перпендикулярна до полотна пилки, це, знову ж таки, викривлюватиме її. Зупинити це можна тоді, коли центр обертання загострювального каменя розміщений перпендикулярно до полотна пилки.
Якщо пилка загострена не симетрично, то її, знову-таки, буде викривлювати, бо з’являється додаткова побічна сила. Для прикладу, коли пилка зазнає додаткового навантаження справа, то її викривлятиме вліво або вправо.
Третє, що може спровокувати нерівне нарізання, – це коли сам камінь не перпендикулярний до полотна пилки. Четверте – коли на пилці після загострення з’являється задирка, яка в самому дереві відламується і пошкоджує різальну поверхню зуба, тобто ідеальної різальної поверхні вже немає. В цьому випадку пилку може тягнути в різні боки.
Наступна проблема більше стосується широких стрічкових пилок – коли різальна частина недостатньо натягнута і внаслідок цього зуби займають неправильне положення на шківі. «Ми вальцюємо широкі стрічкові пилки і вирівнюємо на них поверхню безпосередньо для того, щоб перша точка зустрічі фрегатів стрічкової пилки зі шківом відбувалася в оптимальній точці, – розповідає пан Урбан. – Коли широкострічкова пилка розміщується на колесі, вона починає розтягуватися і рівномірно лягає на шків. Саме розтягування пилки робиться так, що задня її частина розтягується менше, ніж передня, різальна частина. Якщо пилка недостатньо натягнута, то вона починає виляти».
Пилка дає «хвилю», винуватець – планки
Розглянуті проблеми нерівного розпилювання спричиняє саме пилка, але, окрім неї, проблема може бути ще й у верстаті.
Натягнута стрічкова пилка на верстаті розміщується таким чином, що якщо вона не паралельна до різальної поверхні, то утворюватиме «хвилю».
Фактично, всі деревообробні верстати мають так званий заспокоювач – напрямні планки, розміщені над колодою і під колодою, які підпирають з одного або із обох боків пилку. Їхнє призначення – утримувати стрічкову пилку у відповідному напрямку і не давати їй змоги викривитися. Якщо цих напрямних планок немає, тоді пилку ніщо не підтримує в ділянці різання і вона може «гуляти».
Пан Янош, відвідуючи тартаки, часто натрапляє на ситуацію, коли між напрямною планкою і самою стрічковою пилкою утворюються щілини розміром зо дві-три товщини стрічкової пилки, тобто ці планки не виконують своєї функції.
Також бувають випадки, коли стрічкову пилку затискають занадто сильно цими напрямними планками. Тоді над двома шківами пилка розміщена рівно, але, оскільки напрямні планки занадто затягнули болтами, то пилку викривлює в один або в інший бік.
Напрямні планки бувають із різного матеріалу – бакеліту, текстоліту. Але з чого б їх не виготовили, вони рано чи пізно зношуються. І трапляється, що коли на підвісі все нормально, деревообробники не стежать за їхнім станом, то згодом зношені планки починають викривляти напрямок різання.
Ідеальний випадок, коли стрічкова пилка тримається найкраще і найшвидше її можна виставити у відповідний стан, вона добре лягає на напрямні планки – якщо немає зазорів, то вони утримують пилку у правильному напрямку.
«Що робити, коли всі ці проблеми є, але ми хочемо розпилювати рівно? – розмірковує пан Урбан. – Потрібно просто зменшити швидкість і працювати на найменшій. Як тільки ми почнемо збільшувати швидкість, побічна сила виштовхуватиме пилку з пропилу і різання стане нерівним. Але з малою швидкістю ніхто не хоче пиляти. Тому варто уважно обирати верстат, оскільки кожне підприємство-виробник показує свій верстат із найкращого боку, запевняє, що він може розпилювати якнайшвидше та найрівніше. Деревообробник купує цей верстат, працює на ньому рік чи два і починаються проблеми. І причину зазвичай шукають у стрічковій пилці».
При цьому пан Янош демонструє спрацьовану напрямну планку одного з верстатів.
Зуби стрічкової пилки можуть бути як розведені, плющені так і стеллітовані.
«Розглянемо ситуацію, коли сама напрямна планка має зношення 0,5 мм, – продовжує пан Янош. – Якщо є або такий варіант, або напрямна планка влаштована з обох боків пилки, то вона дає «хвилю» і в таких планках не розміщується паралельно до різальної поверхні. І ви змушені зменшувати швидкість. Але всі би хотіли різати на максимальній швидкості. Тому перш за все при купівлі інструменту слід звертати увагу на його точність і якість. Швидше розпилювання краще й через те, що при малій швидкості утворюється дуже дрібна тирса, практично, як борошно, і оскільки її не може винести зуб, то вона налипає на саму пилку або на дошку, і знову ж таки починає викривлювати пилку. При швидкому розпилюванню деревини стружка буде більшого розміру і легше виноситиметься, не спричиняючи викривлення пилки».
Проте трапляються випадки, коли у деревообробного підприємства всі ці проблеми є, але розпилювання відбувається нормально. «Пояснення в тому, що ці всі ефекти ми розглядаємо здебільшого у чистому вигляді, коли вони діють самі, щоб наочніше було видно, як викривлюватиме пилку, – пояснює пан Янош. – Але якщо вони діють більш чи менш зустрічно один до одного, то побічні сили зрівноважують одна одну. І ситуація така, що ніби проблеми й є, але розпилювання проходить нормально. Проте краще їх усувати, тому що система працюватиме тільки протягом певного періоду, а далі проблеми накопичаться як снігова грудка і обов’язково перетворяться на великі труднощі».
Правильне натягування пилки
Часто буває, що пилка на початку розпилювання дає «хвилю», проте потім пиляє рівно. Проблема може критися у недостатньому зусиллі натягування пилки. Коли вона недостатньо натягнута і входить в деревину, то її починає викривлювати в один бік. І лише коли інструмент досягає максимального навантаження, при якому його вже не можна викривити, то починає пиляє рівно.
Зусилля натягу пилки можна вимірювати різними пристроями. Для прикладу, компанія «A-ЛАП» вимірює, на скільки розтягується пилка, на відрізку 300 мм, ставляючи її на колесо і починаючи натягувати. В нормальному стані пилка розтягується на 0,22 мм. на передній крайці, а на задній крайці до 0,16 мм.
Проте причиною «хвилі», крім поганого натягування, можуть бути й напрямні планки, які викривлюють пилку в бік, або коли інструмент нормально не підпертий шківом.
Ще кілька слів про правильне натягування пилки. Сам шків колеса мусить мати мінімальний овал. Якщо цей овал неправильний чи завеликий, то пилка зустрічається із шківом тільки посередині, а спереду деренчить. Для того, щоб спереду пилка натягувалася більше, ніж ззаду (щоб не було «хвилі»), максимальний центр овалу шківа має бути розміщений ближче до різальної частини, тобто передньої частини шківа. Потрібно враховувати й такий момент, що доки пилка гостра, на неї діє менше навантаження, ніж коли вона затупиться.
Щоб досягнути правильного натягу у широких стрічкових пилках розтягують задню крайку, за рахунок чого передня частина розтягується більше. На вузьких пилках цього не роблять, але сама поверхня шківа має бути такої форми, щоб інструмент більше натягувався в передній частині. Під час використання коли пилка затупилася, сама сталь різальної частини з часом розтягується. «Для того, щоб згодом широкострічкові пилки повернути в нормальний стан, ми змушені розтягувати й їх задню частину і вальцювати», – розповідає пан Урбан.
Стан шківів деревообробного верстата також суттєво впливає на процес роботи пилки. Шківи зношуються і їх з певною періодичністю потрібно шліфувати, відновлювати правильний овал.
Зараз всі прагнуть працювати не на тирсу, а щоб виробити якнайбільше продукції, тобто мінімізувати відходи. Цього можна досягнути, знаючи просте правило: що менша товщина пилки, то менший буде пропил і більший вихід продукції. Отож для найкращого ефекту товщина стрічкової пилки має становити 0,001 діаметра колеса. Тобто якщо діаметр колеса 1300 мм, то товщина пилки повинна бути 1,3 мм.
Якщо пилка більшої товщини, то вона потребує більших розведення, плющення або напаювання стелліту. Для стрічкової пилки з великим пропилом потрібно більше електроенергії, зростає навантаження на саму пилку і в результаті утворюється більше тирси.
«Зараз багато хто пробує займатися виробництвом ламелі і всі прагнуть зменшити товщину пропилу. Для цього використовують пилки товщиною полотна 0,8 мм із товщиною пропилу 1,2 мм. І плюс до всього швидкість. Тобто що більший пропил, то з меншою швидкістю можна розпилювати деревину», – розповідає пан Янош.
Зуби
«Плющений зуб ми рекомендуємо в тих випадках, коли деревина нечиста, багато болота, – ділиться досвідом пан Янош. – Його доцільно використовувати, тому що він все одно пошкоджується, а клієнти при цьому не мусять мити деревину. Окрім того, стеллітовані пилки у таких випадках не можуть продемонструвати свої найкращі якості, тому немає різниці, який інструмент використовувати. А стеллітований зуб краще працює на тих підприємствах, де використовують дебаркер – тоді зуб не пошкоджується».
Тріщини на пилках – проблема у загостренні
Аналізуючи всі випадки, коли з’являлися тріщини на стрічкових пилках, пан Урбан дійшов висновку – і це підтвердили аналізи, проведені професором Угорського технічного університету, що появу тріщин у 70% випадків зумовлює неправильне загострювання.
Кожен із деревообробників купує загострювальний камінь та пилки. І, звичайно, всі прагнуть, щоб каменем можна було довго користуватися, щоб він не зношувався і так само, щоб пилка довго пиляла і не втрачала своїх властивостей. Дехто вважає, що загострювальний камінь тільки тоді якісний, коли ним можна довго користуватися і він мало зношується.
Проте враховуючи, що загострювальний камінь разів у п’ять дешевший, ніж стрічкова пилка, а вона при неправильному загострюванні починає тріскати і єдине, що з нею буде можна зробити, то це викинути, варто відповісти собі на питання, що краще: купувати пилки і їх викидати, чи купувати загострювальний камінь, який служить менше?
«Для компанії «А-ЛАП» добре, якщо вона зможе продати більше пилок, – жартує пан Янош, – проте погано, коли про пилки нашого виробництва говоритимуть, що вони неякісні, бо на них з’являються тріщини. Тому цій проблемі потрібно запобігти, щоб не викидати інструмент до закінчення терміну експлуатації».
Технічне обладнання компанії «А-ЛАП дозволяє виготовляти стрічкові пилки з відповідним профілем під заточний верстат замовника, і отримуючи інструмент, у замовника не виникає труднощів із загостренням даних стрічкових пил.
«Верстати з числовим програмним керуванням, які ми використовуємо для загострювання пилок, дозволяють нам виготовляти і в подальшому для замовника стрічкові пилки з незмінним профілем зуба.– розповідає Янош Урбан. – На самих деревообробних підприємствах часто камінь шорошать вручну, тому не завжди повторюється профіль, загострювання може відбуватися не рівномірно по всьому профілю. Дехто намагається виправити цю проблему збільшуючи подачу загострювального камня, щоб повністю вичистити зуб – сильніше опускається камінь і більше знімається металу з самого зуба. Якщо загострювальний камінь занадто твердий, мікропіщинки, з яких він складається, не вивертаються і, хоча камінь не зношується, зуб пилки перегрівається. А перегріти його можна до такого стану, що в самій площині зуба метал досягає ефекту скла, тобто в процесі експлуатації, натягу або згинання він тріскає».
Ми вже зрозуміли, що неправильне загострювання пилки призводить до перепалювання площини зуба, що в майбутньому може спричинити появу тріщин. А відтак загострення має відбуватися таким чином, щоб колір площини зуба не змінювався. Неприпустимо, щоб в одній частині зуб був темніший, а в другій – кольору самої сталі. Коли температура нагрівання перевищує 250˚С, колір змінюється на синіший.
Якщо на пилці вже утворилося досить багато тріщин і їх заварюють, то зварні шви призводять до швидшого зношування бомбіровки колеса (шківа). Відстань між різальною частиною пилки і точкою прилягання до шківа збільшується і утворюється вібрація, що спричиняє зношування шківа.
«Тому наша мета полягає у тому, щоб працювати без появи тріщин на пилці, – резюмує Янош Урбан. – На тих підприємствах, де можемо дійти згоди з власниками і вони прислухаються до наших порад, пилки працюють без тріщин. Стрічкову пилку із початковою шириною 150 мм вони сточують до 90 мм так, що на ній немає жодної тріщини. Але ці пилки обслуговуємо тільки ми – загострюємо і вальцюємо, а вони ними тільки пиляють».
«Клієнтам, які є на нашому повному сервісі, ми радимо пиляти доти, доки пилка ріже рівно, – розповідає пан Урбан. – Якщо вона починає давати «хвилю», її знімають. В часі клієнтів не обмежуємо – скільки потрібно, стільки й пиляють. Знову ж таки, ми бачимо, що є такі підприємства, де більше робочого часу втрачають на заміну пилки, ніж на саме розпилювання деревини. Якщо ви змінюєте інструмент кожні 1,5–2 год, то це втрата часу, продуктивності і необхідність зупинити верстат, відповідно, менше готової продукції. А цей час можна було б використати на розпилювання, тобто не займатися підготовкою пилок, а довірити це таким підприємствам, як ми».
Пиляйте без браку!
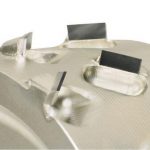
На завершення семінару представники компанії «А-ЛАП» продемонстрували пристрій власного виробництва, який дає змогу оператору стрічкової пилорами працювати на максимальній швидкості за тих умов, які в нього є, без напилювання браку і неякісної продукції.
У цього приладу є мікрометр і лампочки зеленого, жовтого і червоного кольору. Загоряння зеленої лампочки означає, що пилка відхиляється вбік на 0,1 мм. Навіть якщо загориться жовта лампочка, це означає, що розпилювання відбувається із похибкою в межах 1 мм.
За словами розробників, пристрій дає змогу підвищити якість продукції, оскільки допомагає уникнути браку і збільшити продуктивність, тому що рамник бачить, на якій максимальній швидкості він може пиляти без браку. На сьогодні пристрій удосконалюють і в подальшому він надаватиме інформацію, скільки часу пилка перебуває в дереві протягом 8 год, тобто скільки часу вона справді пиляє, а скільки часу рамник затрачає на підготовчі операції.
«Продуктивність визначається не лише тим, наскільки швидко пилка переміщається у деревині, а й часом подавання кругляка на раму, часом на забирання відпиляної дошки. Якщо рамник не хоче пильно стежити за пристроєм, ви зможете перевірити, коли не були дотримані ці параметри і скільки браку це спричинило», – зазначає Янош Урбан.
Це – лише невелика частинка того, що може призвести до пошкодження пилки, а відтак, неякісного розпилювання. Насправді, проблем, як і способів їх усунення набагато більше. І зараз компанія «А-ЛАП» активно працює над перекладом книжки угорських науковців, де детальніше про це розповідається, а ми очікуємо на подібний посібник від українських, щоб вітчизняним деревообробникам пилялося легше.