




Особливість експлуатації стрічкових пилок, порівняно з рамними полягає у тому, що їх зубці врізаються у деревину з великою швидкістю й піддаються ударним напруженням.
Під час роботи стрічка зазнає сотні тисяч згинів. Для отримання прямолінійного різу стрічка має бути належно натягнута. Отже, в процесі експлуатації на стрічкову пилку діють напруження розтягу, стиску та згину. Щоб пилка могла нормально працювати в таких складних умовах, необхідно ретельно підбирати її параметри. Матеріал пилки повинен забезпечувати її високу твердість за робочих температур, зберігати розведення та мати гладку поверхню.
Вибір товщини пилки залежить від напружень згину на шківах. За максимального напруження згину 200 МПа співвідношення між товщиною пилки S і діаметром шківів Dш виражається залежністю S ≤0,001Dш , мм.
Ширина стрічки пилок для розпилювання колод не повинна перевищувати ширину обода шківа більше ніж на 10 мм.
Подачу на зубець вибирають з довідкової або навчальної літератури залежно від необхідної висоти нерівностей обробленої поверхні.
Висота зубця hз має бути hз=0,25tз – для розведених зубців і hз=0,35tз – для плющених.
Западина має бути такою, щоб у ній поміщалася тирса, зрізана зубцем. Відношення вільного об’єму тирси до зрізаного шару становить: для твердої сухої деревини 3:1; для м’якої свіжої деревини 6:1.
Для експлуатації пилок важливо правильно вибрати кутові параметри.
Рекомендовані передні кути, що прийняті в Європі для розведених зубців широких пилок зі стрічкою завтовшки 1,0 мм, є такими:
- тверді породи – 12–20°;
- м’які породи – 20–25°;
- осика, тополя – 25–35°.
Якщо стрічка тонша, то приймають менші значення, а якщо товстіша – більші.
Для плющених зубців передній кут необхідно вибирати трохи більший. Наприклад, у США для розпилювання м’якої деревини він становить 20–28°. Що більша швидкість подавання, то більшим має бути передній кут:
- до 8 м/хв. – 15°;
- 8–30 м/хв. – 20°;
- 30–50 м/хв. – 25°;
- 50–60 м/хв. – 30°;
- 60–80 м/хв. – 35°.
Швидкість різання пилки залежить від породи розпилюваної деревини та навантаження на неї. Для твердих порід вона повинна становити 35–40 м/с, а шпилькових – 45…50 м/с.
Під час пиляння необхідно охолоджувати пилку для запобігання її нагріванню до температури більше ніж 50–60°С. Якщо розпилюють смолисту деревину, то для охолодження пилки та зняття з неї смоли використовують розчин мийних речовин.
Вузькі колодопиляльні пилки можуть розриватися з таких причин:
– пилка перевантажена на різальній кромці;
– недостатній або дуже великий передній кут зубців;
– недостатнє або надто велике розведення зубців;
– зубці розведені на всю висоту;
– неоднакова глибина западин;
– дуже високий зубець;
– дуже малий радіус кривизни западини;
– зношені паси або під ними є тирса.
Під час розпилювання пилками м’якої деревини швидкість подавання має бути меншою, ніж під час розпилювання твердих порід деревини. Що м’якша порода, то більшими повинні бути величина розведення, передній кут і висота зубця. І навпаки: чим твердіша порода, тим менша величина розводу, передній кут і висота зубця.
Стрічкові пилки під час роботи повинні виступати над крайкою обода шківа приблизно на висоту зубця, але в жодному разі не можна змінювати величини цього виступу за час одного оберта шківа. Якщо пилка за один оберт шківа то подається вперед, то відходить назад, тоді під час різання вона затуплюватиметься нерівномірно. Зубці, які пилятимуть в момент зміщення пилки вперед, затупляться дуже швидко. Пилка у цих місцях почне витягатись, вібрувати й буде часто розриватися, оскільки вібрації спричиняють старіння сталі.
Якщо пилка на неробочому ходу встановлена правильно, а під час роботи відходить назад, то це свідчить, що зубці спрофільовані невірно, зокрема, мають малий передній кут і малу западину. Це відбуватиметься і тоді коли зубці затуплені.
Щоб запобігти утворенню тріщин у міжзубцевій западині, необхідно знімати фаску (рис. 1).
Фаску зручно знімати безпосередньо на стрічкопилковому верстаті. Оскільки на внутрішньому боці пилки виникають максимальні напруження, то з нього й знімають фаску, переміщуючи напилок за напрямком подавання двічі-тричі. Фаска зменшує ймовірність утворення втомних тріщин.
Потрібно пам’ятати, що з метою зменшення втоми металу також бажано замінювати навіть гострі пилки через кожні дві години безперервної роботи. Для цього підприємство повинне мати кілька комплектів пилок, щоб забезпечити пилці відпочинок не менше 12 годин. Загострювати затуплені пилки необхідно через 4–5 годин після зняття їх з верстата. Якщо пилка тривалий час не працює, то потрібно усунути її натяг.
Під час експлуатації пилок можуть виламуватися зубці. Відремонтувати таку пилку можна, приваривши нові зубці.
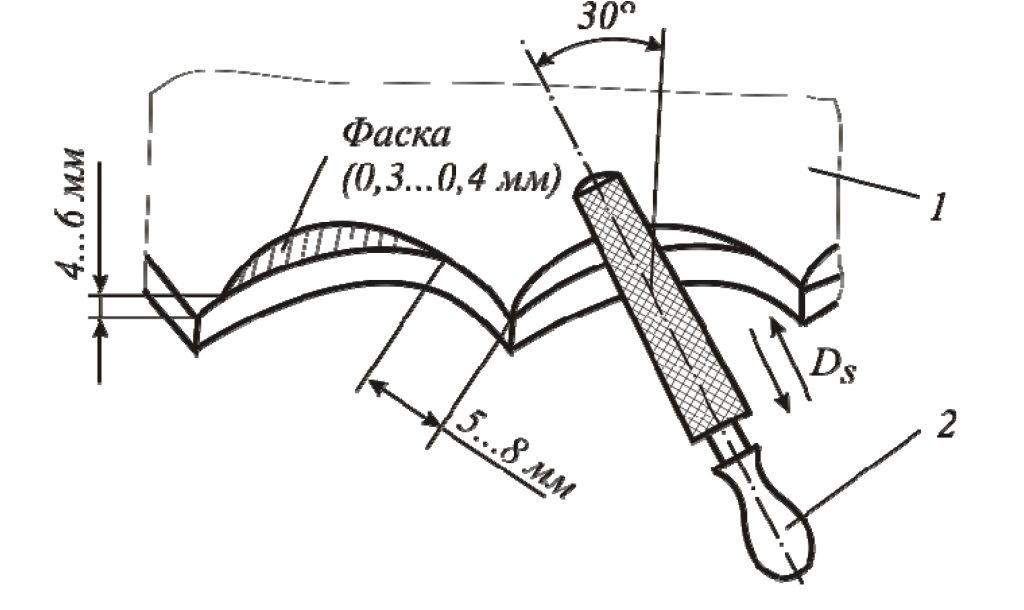
Для приварювання зубців використовують затискач у вигляді скоби – струбцини з трьома гвинтами (рис. 2).
Крайку, яка залишилась на стрічці від зламаного зубця, вирівнюють зубилом і обпилюють напилком. Зі стрічки такої самої товщини вирізають відповідну за формою заготівку зубця з припуском. Потім стрічку та заготівку зубця фіксують затискачем. Двома гвинтами затискач фіксують на пилці. Один гвинт притримує заготівку зубця на відстані 1,0–1,5 мм від стрічки. Зубець попередньо приварюють до стрічки й знімають затискач. Потім за допомогою газового пальника здійснюють зварювання. Для виходу шва використовують мідні або сталеві пластинки. Відразу ж після зварювання зварний шов термообробляють. Сам шов і місце біля нього поступово нагрівають до темно-червоного кольору з охолодженням на повітрі. Місце приварювання не повинно бути твердішим від тіла пилки. Підготовлення тріщини до заварювання полягає у засвердлюванні її кінця свердлом діаметром 3 мм і в утворенні вздовж тріщини проміжку шириною 1,0–1,5 мм. Місце зварювання і присадний прутик зачищають сталевою щіткою й шліфувальною шкуркою. Валик, який утворився під час зварювання, зішліфовують шліфувальною машинкою або напилком, потім зачищають шліфувальною шкуркою. Шліфувальні риски повинні мати напрямок вздовж стрічки.


