



Коли довідуєшся про функціональні можливості свердлильно-присадного центра нового покоління з ЧПК – KD–612MHS від «KDT Machinery» (а ми довідалися про них у компанії «Станкомплект»), то перестаєш звично зневажливо, а то й зверхньо ставитися до всього, що вироблено в Китаї.
Свердлильно-присадний центр може обробляти одночасно дві плити
– Загалом свердлильно-присадні верстати з ЧПК «KDT Machinery» (лідер Південно-Східної Азії в розробці, виробництві та постачанні технологічно передових верстатних рішень для меблевої галузі) призначені для високоточного свердлення великої кількості присадних отворів під фурнітуру в меблевих заготівках. Крім основної функції свердління, верстати оснащені фрезерувально-пазовальним шпинделем для пропилювання прямолінійних або криволінійних пазів, а також можуть комплектуватися пазувальною пилкою.
Спроектовані вони для роботи в найважчих умовах і повністю годяться як для виробництв, що спеціалізуються на виготовленні серійних меблів, так і на підприємств, що зайняті виробництвом індивідуальних замовлень або надають присадно-свердлувальні послуги.
Верстати можуть бути з однієї свердлильної групою, двома і трьома. Розраховані на тривалий ресурс роботи й мають високу продуктивність, що досягається завдяки потужним сервоприводам на всіх осях. Перевагою даних верстатів є максимальна гнучкість в переналаштуванні. Верстат зберігає всі робочі програми у себе на компʼютері, й оператору залишається тільки відкрити потрібний файл і встановити заготівку на робочий стіл верстата.
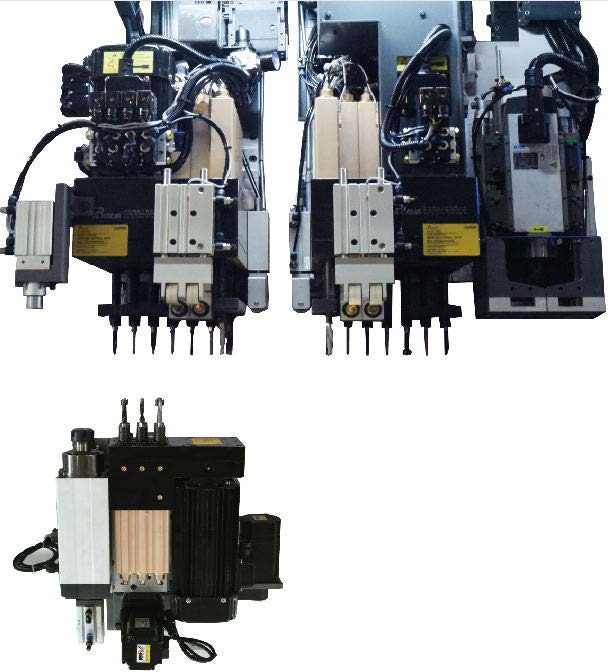
Головне достоїнство присадного центру, про який я розповім докладніше, в тому, – наголошує Віталій, – що він має аж три свердлильних голови – дві верхніх й одну нижню та два (так само згори й знизу) фрезерувальних агрегати, що дозволяє йому в комплекті із двох плит за півхвилини зробити аж 64 отвори із шести сторін, що відтак засвідчує його виняткову продуктивність. Перевага наявності двох фрезерів потужністю по 3,5 кВт у тому, що одним можна обрізати кути, а інший – налаштувати на виконання пазів.

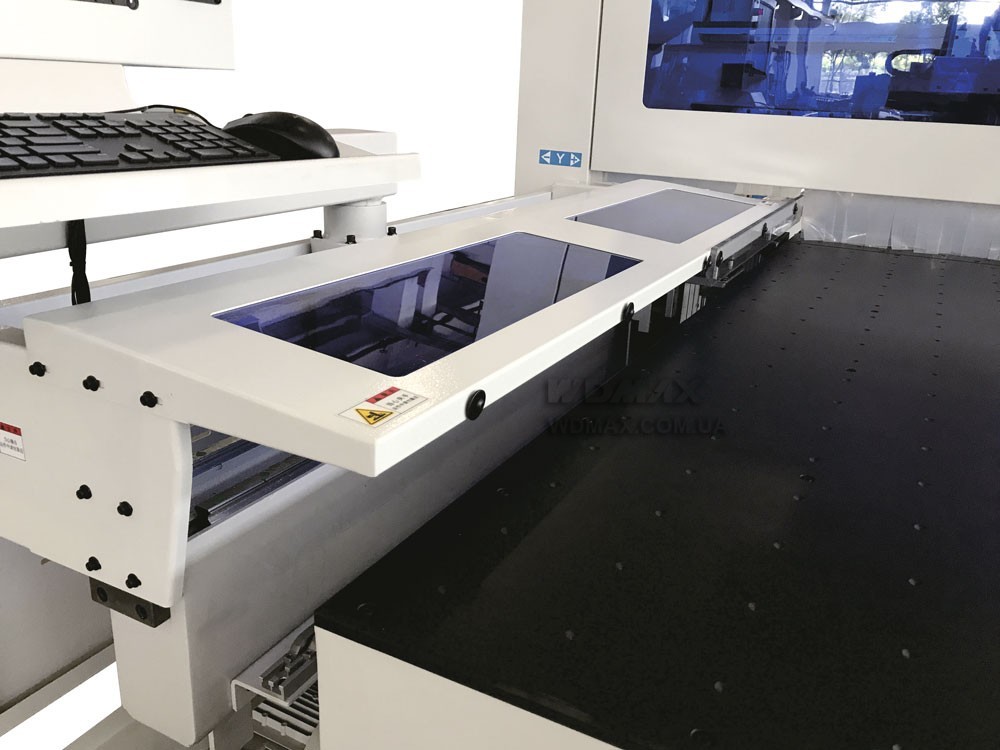
У центра й чимало інших конструкційних і функціональних достоїнств. Пазувальный вузол має пильний диск діаметром 120 мм, для пропилу паза під задню стінку або дно шухляди. Він забезпечує високу швидкість обробки. Автоматично змащуються напрямні переміщення по осях X і Y. Передбачено два варіанти вивантаження деталей із верстата – «назад/вперед», а також центр оснащений автоматичним розвантажувальним столом. Має сканер штрих-коду й сумісність із програмою GibLab. Підтримується режим пакетного свердління з можливістю виконання криволінійного розкрою заготівок. Стіл із повітряною подушкою для якісної роботи з заготівками. Працює система датчиків: датчики контролю довжини заготівки й сенсори руху на конвеєрі з обдувом та датчики черговості розвантаження оброблених заготівок.

Якщо деталізувати конструкцію свердлильних вузлів, то вони на 12 горизонтальних шпинделів, 33 – вертикальних (24 – згори й девʼять знизу). Мінімальна відстань під час свердління двома головами для вертикальних отворів – 160 мм, для горизонтальних – 224 мм. Обидва фрезерувально-пазувальні шпинделі із швидкістю обробки 18000 об/хв. можуть пропилювати, як уже зазначалося, прямолінійні й криволінійні пази, а також формувати криволінійні форми заготівок за допомогою наскрізних фрезерувань як згори, так і знизу.
Станина верстата виконана з профілю збільшеного перетину, що додатково додає жорсткості конструкції й мінімізує вібрації, що виникають під час роботи. На робочому столі два автоматичних затиски надійно фіксують заготівку й переміщають її по осі Х. Затискачі оснащені автоматичною системою визначення товщини заготівки. Пересувні плити в зоні свердління дозволяють виконувати наскрізне фрезерування. Потужний вертикальний притиск надійно позиціонує заготівку й працює синхронно із свердлильним вузлом.
У конструкції верстата передбачений захист оператора від пошкоджень рук під час подачі заготівки в зону обробки.
Інші технічні характеристики присадного центру KD – 612MHS:
Довжина заготовки, 200-2800 мм
Ширина заготовки 35-1200 мм
Товщина заготовки 10-60 мм
Мінімальний розмір заготовки 200х350 мм
Швид. переміщення захватів заготовки 130 м/хв.
Максимальна швидкість по осі Y 75 м/хв.
Максимальна швидкість по осі Z 30 м/хв.
Загальна потужність 25,85 кВт
Робочий тиск 0,6 МПа
Розміри верстата (ДxШxВ) 5675x2820x2190 мм
Маса 3600 кг
Модельні варіанти свердлильно-присадних центрів цього бренду
У виробника півдюжини варіантів верстатів цієї категорії. Спробуємо знайти їхні відмінності від моделі KD–612MHS.
Самою молодшою в лінійці є модель KN-2309HT (літера H в назві моделі свідчить про наявність в комплектації пазовального вузла з пильним диском), всі моделі будемо розглядати в їх повних комплектаціях. Дана модель має одну сверлильну групу (12 вертикальних шпинделів, 8 – горизонтальних), фрезерний вузол потужністю 5,5 кВт, пазувальний пильний диск 120 мм діаметром і може обробляти заготовки максимальным розміром 900×2500 мм і мінімальним 200×50 мм.
Модель KN-2312HE так само має одну сверлильну групу (12 вертикальних шпинделів, 8 – горизонтальних), але фрезерний вузол трішки меншої потужності 3,5 кВт, пазувальний пильний диск 120 мм діаметром і може обробляти заготовки максимальным розміром 1200×2500 мм і мінімальним 200×50 мм.
Модель KN-2312HS уже має дві верхні сверлильні групи (24 вертикальних шпинделів, 12 – горизонтальних), фрезерний вузол 3,5 кВт, пазувальний пильний диск 120 мм діаметром і може обробляти заготовки максимальным розміром 1200×2500 мм і мінімальним 200×50 мм.
У моделі KD-612MH, дві сверлильні групи: одна верхня (12 вертикальних шпинделів, 8 – горизонтальних) і одна нижня (9 вертикальних шпинделів), 2 фрезерних вузла зверху і знизу по 3,5 кВт, пазувальний пильний диск 120 мм діаметром і може обробляти заготовки максимальным розміром 1200×2800 мм і мінімальним 200×35 мм.
Модель KD-612MSA по комплектації сверлильних груп схожа до моделі KD-612MHS, але має більший функціонал за рахунок системи технічного зору для сканування штрих кодів і роликового конвеєра з системою позиціонування заготовки. Ця модель призначена для встроювання в автоматичні лінії з декількох верстатів.
Усі ці моделі мають високу швидкість обробки – 130/75/30 м/хв.
KD-808 використовується для серійного виробництва і має 4 сверлильні групи (76 вертикальних шпинделів і 16 горизонтальних) на двох незалежних порталах, завдяки чому можлива обробка декількох деталей одночасно в прохідному режимі. Мінімальний розмір заготовки 240×120 мм. Швидкість обробки по осям X/Y/Z – 100/100/30 м/хв.
Плюс єврозапил стільниць
У цьогорічній новинці KD-612 MHS – ми віднайшли важливу особливість: верстат здатен виконувати єврозапил стільниць. І загалом на центрах KDT можна зʼєднувати деталі стільниці під прямим кутом або по прямій. Еврозапилом стільниці називають спосіб прихованого стикування двох поверхонь. За умови правильного виконання дозволяє створити ідеальне безшовне зʼєднання.

Кухонні стільниці заводського виготовлення випускаються тільки прямими. Однак часто буває так, що за задумом дизайнера або через зміну конфігурації приміщення потрібна Г-подібна або П-подібна форма чи потрібно наростити робочу поверхню стільницю по довжині. У цьому випадку доводиться зʼєднувати кілька частин в одне ціле. Щоб стик був акуратним, по одному рівню і без викривлень, застосовуються три способи зрощування.
Прямий кут. Два полотна розташовують над нижніми шафами під кутом 90 градусів.
Із монтажем Т-подібного алюмінієвого профілю. Цей спосіб використовують як за наявності кутової секції, так і без неї.
Евростик із поворотом через сегмент. Найскладніший та трудомісткий спосіб зрощування, застосовується при установці середньої секції.
Через помилки, допущені при виконанні еврозапилу для стільниці з МДФ або ДСП стає помітною різниця у висоті та радіусі крайок. Сховати такий шов практично неможливо. Вищерблення, нерівні зазори помітні з будь-якого ракурсу, особливо на світлій плиті або з малюнком. Тому й важливим є той факт, що такий верстат, як присадний KD-612 MHS, завдяки наявності фрезерувального вузла може точно й акуратно виконувати єврозапил для стикування частин стільниці одним із названих способів.


