



Свердло – незамінний засіб на тих деревообробних і меблевих виробництвах, де потрібно формувати отвори. А щоб отвори були правильної геометрії та розмірів, недостатньо лише добре загострити свердло ‑ його слід ще й перевірити і правильно встановити.
Загострені свердла перевіряють на відповідність технічним вимогам. Шорсткість обробленої поверхні в сталевих свердлах повинна бути Rz≤6,3 мкм, у свердлах з пластинами твердого сплаву – Rz≤3,2 мкм. На поверхнях не повинно бути підпалин, тріщин. Радіус кривизни лез різальних кромок повинен бути ρ=5‑7мкм. Зазначені параметри вимірюють за допомогою спеціальних оптичних приладів.
Радіальне биття стрічок спірального свердла діаметром до 10 мм відносно осі хвостовика на всій робочій довжині не повинне перевищувати 0,05 мм., а для свердел діаметр яких понад 10 мм ‑ 0,08 мм.
Допустиме осьове биття основних різальних кромок для різних свердел різне:
- з пластинами твердого сплаву не має перевищувати 0,05 мм;
- сталевих спіральних діаметром до 10 мм – 0,06‑0,08 мм;
- сталевих спіральних діаметром понад 10 мм – 0,1 мм;
- чашкових сталевих – 0,1 мм.
Відхилення кутових параметрів не може перевищувати ±1˚. Для контролю свердел, що мають постійні робочі параметри різальної частини, рекомендують використовувати спеціальні шаблони, основні форми яких показано на рис. 1.
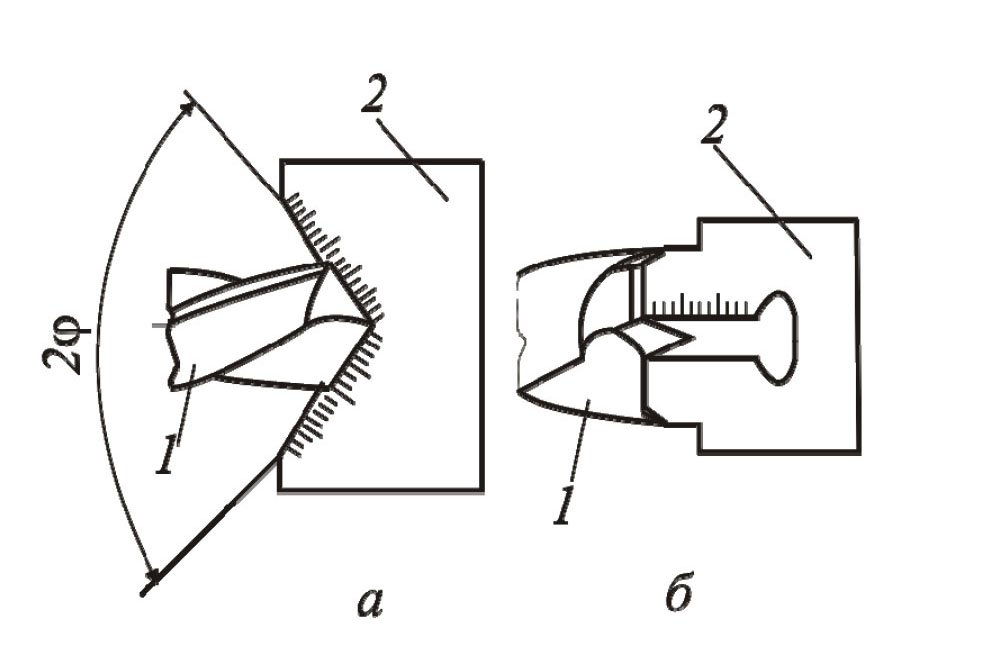
Шаблони мають шкалу, за якою можна вимірювати довжину різальних кромок (див. рис. 1, а), довжину центра та підрізачів (див. рис. 1, б). Довжина різальних кромок та підрізачів повинна бути однаковою.
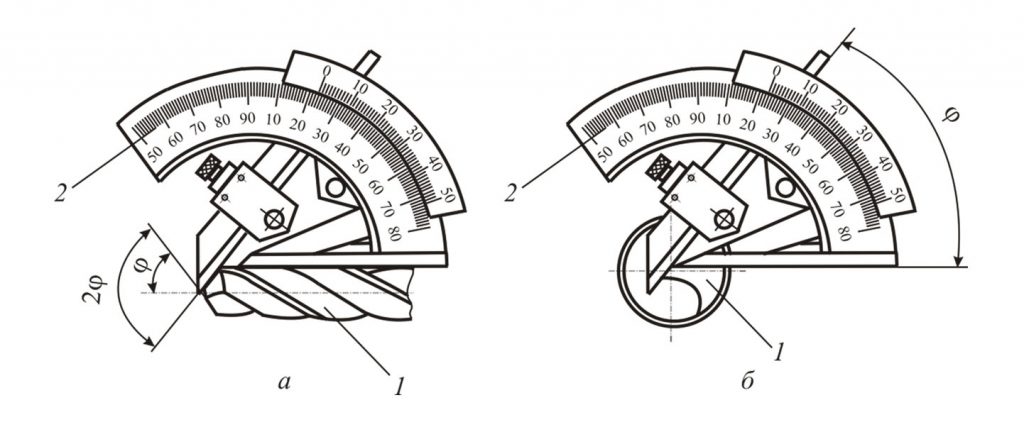
Кутові параметри свердел вимірюють та контролюють за допомогою універсального кутоміра, як це показано на рис. 2.
Для закріплення свердла на шпинделі свердлильного верстата використовують: цангові патрони; кулачкові патрони; патрони з отвором, що відповідає діаметру свердла; перехідні патрони для закріплення на шпинделі з внутрішньою різьбою; шпинделі з внутрішньою різьбою для установлення свердла з різьбою на кінці хвостовика безпосередньо на шпиндель свердлильного верстата.
Цангові патрони дають високу точність установлення, але їх не завжди можна застосувати, якщо потрібно дотримуватись малої міжцентрової відстані між сусідніми свердлами багатошпиндельного свердлильного верстата.
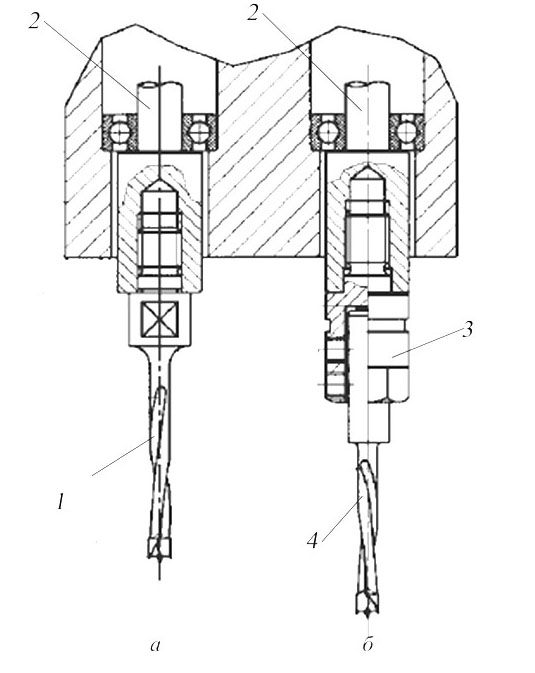
Патрони з отвором, що відповідає діаметру хвостовика свердла, й кулачкові патрони, схему яких зображено на рис. 3, менш точні, їх застосовують на шпинделях із зовнішньою різьбою.
Патрон з отвором, що відповідає діаметру хвостовика, не забезпечує точного центрування свердла, тому його можна використовувати тільки для одного діаметра хвостовика свердла. Цього недоліку не мають дво- і трикулачкові патрони, які (у певних межах) можуть затискати свердла з різними діаметрами хвостовика. Мінімальна довжина хвостовика для надійного затискання кулачком ‑ 20 мм.
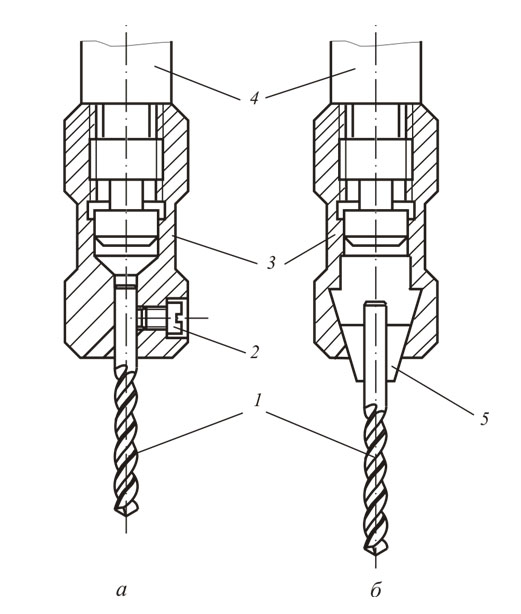
Якщо шпиндель свердлильного верстата має внутрішню різьбу (рис. 4), для закріплення свердла, то свердло, яке має на кінці хвостовика аналогічну різьбу, загвинчують безпосередньо у шпиндель, як показано на рис. 4, а.
Якщо свердло не має різьби, то для його закріплення можна застосовувати перехідний патрон (див. рис. 4, б) з різьбою. У цьому випадку свердло встановлюють у патрон з отвором відповідного діаметра і затискають двома притискними гвинтами. Потім патрон зі свердлом загвинчують у шпиндель свердлильного верстата.
Схеми закріплення свердла у шпинделі з внутрішньою різьбою дають змогу мінімізувати міжцентрову віддаль між сусідніми свердлами, забезпечують надійне утримання свердла під час роботи, оскільки різьба на хвостовику свердла має зворотний напрямок до напрямку обертання шпинделя.
Під час експлуатації свердел на стінках отворів можуть утворюватись вириви, причиною яких може бути неправильне загострення підрізачів. Отвори розбиваються, а свердла ламаються коли не зберігаються напрямний центр та осі свердла. Дуже часто стружка погано виходить з глибоких отворів. Причиною цього зазвичай є велика шорсткість вивідних доріжок ‑ їх бажано відполірувати.
Фото ілюстративне


